










北京創聯微訊科技有限公司
經營模式:生(shēng)産加工(gōng)
地址:廈門市同安區西柯福明路200号2#廠房
主營:吸塑盒吸塑托盤吸塑面罩,吸塑内托,吸塑包裝吸塑定制
業務熱線:0592-7618969

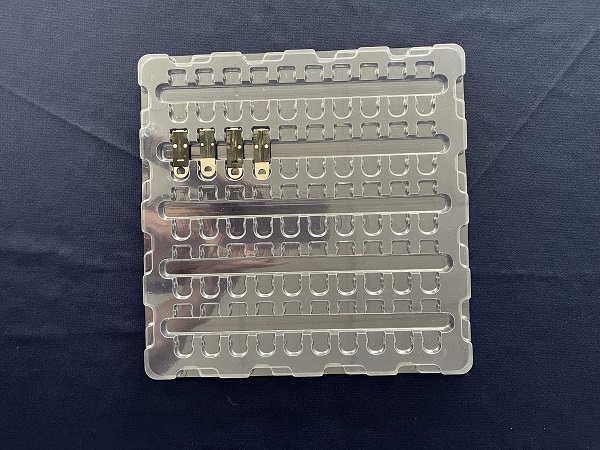
廈門易仕通生(shēng)産廠家(圖)-生(shēng)鮮吸塑托盤定制-生(shēng)鮮吸塑托盤
廈門工(gōng)業吸塑,廈門吸塑盒,廈門吸塑包裝
北京創聯微訊科技有限公司經營:吸塑盒,吸塑托盤,吸塑泡殼,吸塑面罩,吸塑内托,吸塑内襯,吸塑底托,吸塑真空罩,吸塑對折盒,吸塑三折盒,吸塑插卡泡殼,塑料殼,塑料蓋,塑料食品盒,紙(zhǐ)盒塑料内托,紙(zhǐ)盒塑料内襯,紙(zhǐ)盒塑料底托,彩盒塑料内托,彩盒塑料内襯,彩盒塑料底托,塑料折盒,塑料片基盒,塑料手工(gōng)盒,塑料圓筒,塑料圓罐,塑料禮品盒等。
成型性能
1.無定形料,流動性中(zhōng)等,吸濕大(dà),必須充分(fēn)幹燥,表面要求光澤的塑件須長時間預熱幹燥80-90度,3小(xiǎo)時.
2.宜取高料溫,高模溫,但料溫過高易分(fēn)解(分(fēn)解溫度爲>270度).對精度較高的塑件,模溫宜取50-60度,對高光澤.耐熱塑件,模溫宜取60-80度.
3、如需解決夾水紋,需提高材料的流動性,采取高料溫、高模溫,或者改變入水位等方法。
4、如成形耐熱級或阻燃級材料,生(shēng)産3-7天後模具表面會殘存塑料分(fēn)解物(wù),導緻模具表面發亮,需對模具及時進行清理,同時吸塑盒表面需增加排氣位置。

北京創聯微訊科技有限公司經營:吸塑盒,吸塑托盤,吸塑泡殼,吸塑面罩,吸塑内托,吸塑内襯,吸塑底托,吸塑真空罩,吸塑對折盒,吸塑三折盒,吸塑插卡泡殼,塑料殼,塑料蓋,塑料食品盒,紙(zhǐ)盒塑料内托,紙(zhǐ)盒塑料内襯,紙(zhǐ)盒塑料底托,彩盒塑料内托,彩盒塑料内襯,彩盒塑料底托,塑料折盒,塑料片基盒,塑料手工(gōng)盒,塑料圓筒,塑料圓罐,塑料禮品盒等。
PP塑料
(聚)
英文名稱:Polypropylene
比重:0.9-0.91克/立方厘米 成型收縮率:1.0-2.5% 成型溫度:160-220℃ 幹燥條件:---
物(wù)料性能
密度小(xiǎo),強度剛度,硬度耐熱性均優于低壓聚乙烯,可在100度左右使用.具有良好的電性能和高頻(pín)絕緣性不受濕度影響,但低溫時變脆,不耐模易老化.
适于制作一(yī)般機械零件,耐腐蝕零件和絕緣零件
成型性能
1.結晶料,吸濕性小(xiǎo),易發生(shēng)融體(tǐ),長期與熱金屬接觸易分(fēn)解食品吸塑盒.
2.流動性好,但收縮範圍及收縮值大(dà),易發生(shēng)縮孔.凹痕,變形.
3.冷卻速度快,澆注系統及冷卻系統應緩慢(màn)散熱,并注意控制成型溫度.料溫低方向方向性明顯.低溫高壓時尤其明顯,模具溫度低于50度時,塑件不光滑,易産生(shēng)熔接不良,留痕,90度以上易發生(shēng)翹曲變形
4.塑料壁厚須均勻,避免缺膠,尖角,以防應力集中(zhōng).

北京創聯微訊科技有限公司經營:吸塑盒,吸塑托盤,吸塑泡殼,吸塑面罩,吸塑内托,吸塑内襯,吸塑底托,吸塑真空罩,吸塑對折盒,吸塑三折盒,吸塑插卡泡殼,塑料殼,塑料蓋,塑料食品盒,紙(zhǐ)盒塑料内托,紙(zhǐ)盒塑料内襯,紙(zhǐ)盒塑料底托,彩盒塑料内托,彩盒塑料内襯,彩盒塑料底托,塑料折盒,塑料片基盒,塑料手工(gōng)盒,塑料圓筒,塑料圓罐,塑料禮品盒等。
壓延成型是借助于輥筒間強大(dà)的剪切力,并配以相應的加工(gōng)溫度,使黏流态的物(wù)料多次受到擠壓和延展作用,終成爲具有寬度和厚度的薄片制品的一(yī)種加工(gōng)方法。塑料和橡膠均有壓延成型工(gōng)藝,塑料中(zhōng)以聚樹(shù)脂爲主要原料。
壓延成型經串聯式加熱或冷卻輥滾壓将面團式熱塑性塑料熔體(tǐ)制成厚度均勻的闆。還可以用于将塑料覆蓋層壓到其他材料背側爲吸塑内托。
壓延是生(shēng)産高分(fēn)子材料薄膜和片材的成形方法,既可用于塑料,也可用于橡膠。如在後一(yī)對輥間同時通過已經處理的紙(zhǐ)張或織物(wù),使熱的塑料或橡膠膜僅在輥筒壓力下(xià)與這些基材貼合在一(yī)起,可制造出複合制品。這種方法稱爲壓延貼合,對橡膠而言,又(yòu)稱貼膠。大(dà)家熟悉的人造革、地闆革、壁紙(zhǐ)等均是塑料與基材的複合制品。


溫經理女士
手機:18206098668


